Introduction
For many centuries wheat has been used as an energetic crop for culinary purposes. It is one of the main sources of food for most of the human population, contributing more than 60% of their total caloric and protein requirements. It ranks highest in terms of area and production amongst all grain crops worldwide and the forecast of world wheat consumption is 695 million tons. Wheat is one of the major components of the Pakistani diet where its consumption is recorded as 23.2 million tons in 2012 (1).
Researchers have been interested in determining the amount of protein in wheat and consider it to be a parameter for determining cereal quality, especially for making chapatti and baked stuff. The protein content of Pakistani wheat varieties ranges between 9.15% - 14.10%, with wet and dry gluten contents of 26.40 – 38.41% and 8.40 – 13.11%, respectively (2).
Individuals suffering from celiac disease however, cannot tolerate wheat protein (gluten) and therefore, an alternative source of diet needs to be sought. Gluten free wheat starch along with gluten free grains can be used as an ingredient in the diet of celiac patients. In Europe, wheat starch is being used as an ingredient in gluten free products. These products, in spite of being expensive, are reported to be more palatable (3). However, this substitute has not received much attention in Pakistan.
Celiac disease is an autoimmune disease as it is triggered by an identified environmental factor (gluten), which involves human leukocyte antigen (HLA) (DQ2 or DQ8), non-HLA genes and auto antibodies against transglutaminase in 95% of the patients (4). It is now recognized as a common condition which can be diagnosed at any age and is known to affect many organ systems. The classic presentation includes failure to thrive, overt malnutrition, diarrhea, steatorrhea, abdominal pain, distension and small intestinal mucosal injury (5). Occasionally dental anomalies, short stature, lactose intolerance, infertility and nonspecific abdominal pain are the sole manifestations of celiac disease (6).
At present there are no vital statistics available for the prevalence of celiac disease in Pakistan however, the number of patients attending the out door patients clinics is rapidly increasing. For these patients lifelong adherence to a gluten free diet is the only remedy. In the treatment of celiac disease the level of gluten intake is recommended to be < 50 mg/day (7). It is recommended that food products containing less then 20ppm of gluten should be labeled as gluten free and those containing 20-100 ppm, as very low gluten (8).
Various mechanical, chemical and microbiological methods have been reported in the literature for separating gluten from wheat flour (9-10). Although large scale industrial separation of wheat starch from gluten is being carried out worldwide, this methodology has never been established in a country such as Pakistan whose staple food is wheat. The focus of the present study was to compare the efficiency of various methods for gluten extraction from wheat.
Materiales y métodos
Procurement of Wheat Samples
The following six varieties of wheat, Lasani, Sehar, Miraj-08, Chakwal-50, Faisalabad-08 and Inqlab which are commonly grown in Pakistan, were used in the study. These wheat varieties were procured from Punjab Seed Corporation, Pakistan and were supplied in sealed plastic bags. Samples were then transferred and stored in air tight jars to prevent cross contamination.
Selection of Wheat Variety
After proximate analysis and gluten estimation of all six varieties of wheat it was found that Faisalabad-08 (Fd-08) variety of wheat was the optimum wheat variety to be used for the assessment of comparative efficiency of various methods of gluten extraction. This variety was abundantly available, had a low protein content, good gluten index and gluten percentage as compared to the other varieties.
Chemical Analysis
Proximate analysis:
For each variety of wheat and starch sample obtained from different methods after gluten extraction, standardized Association of Official Analytical Chemists (AOAC) methods were used to determine moisture, ash, crude protein, fat, crude fiber and nitrogen free extract (NFE) proximate analysis parameters (11). This analysis was a good aid in selecting the most appropriate variety of wheat to be used subsequently for the comparative efficiency of different methods for the extraction of gluten, and to compare the nutritional composition of starch produced by the various extraction methods.
Gluten estimation:
Wet and dry gluten estimation and Gluten Index determination was carried out using a Perten Glutomatic System, based on International Code Council (ICC) Standard No. 155, No 158 and American Association for Cereal Chemist (AACC) method 38-12 (Operational Manual Glucomatic System). This method uses a glutomatic gluten washer with a sieve size of 170 mesh (88 microns) and a gluten centrifuge which provides information on the quantity and quality of gluten obtained. A glutork dryer was used to estimate the dry gluten content.
10g of wheat flour was transferred into the wash chamber and shaken to obtain a homogenous flour layer. 4.8 ml of 2% sodium chloride was added from the dispenser into the chamber at a slight tilt. The chamber was then agitated to spread the water evenly over the flour. The remaining mixing and washing sequence was accomplished automatically within the washer. Liquid containing starch was collected in a beaker placed below the washer and the gluten mass remained on the sieve. The gluten mass was centrifuged in a special sieve cassette in order to force the wet gluten to pass through the sieve. The centrifuge allowed for the collection of both parts of the gluten remaining on the sieve and that which passed through the sieve.
Wet Gluten:
The total weight of the gluten was recorded and expressed as a percentage of the mass of the original sample. The following formula was used for the calculation:
Wet Gluten Content (%) = (Total gluten/ Weight of wheat flour sample) x 100
Gluten Index:
In order to calculate the gluten index, the amount of wet gluten on the sieve was taken as a percentage of the total amount of wet gluten obtained using the following formula:
Gluten Index (%) = (Gluten left on sieve /total gluten) x 100
Dry Gluten:
To estimate the dry gluten content, glutork drying apparatus operated simultaneously with the glutomatic gluten washer. This allowed for the Glutork apparatus to warm up during the Glutomatic wash cycle. The operating temperature was maintained at 150° C. Wet gluten was placed in the centre of the bottom plate of Glutork and the drying cycle was completed within 4 minutes. The dry gluten content was calculated as follows:
Dry Gluten (%) = (Dry gluten / Weight of wheat sample) x 100
Gluten Extraction
- Mechanical Methods
The present study investigated four different types of mechanical methods and prior to these methods of gluten extraction, the whole wheat flour was initially sieved through a 60 mesh sieve.
1.1 Dough Process.
100 g wheat flour was combined with 68 ml of water in a porcelain cup to make stiff dough, ensuring no material adhered to the porcelain cup. The dough was then left to stand in water at room temperature at I hour. While holding the dough under a gentle stream of tap water, it was softly kneaded so that any starch and soluble matter available in the dough could filter through a bolting cloth. Any gluten which may be removed during this process could be collected on the bolting cloth and recombined into the dough (12).
1.2 Dough-batter Process
A stiff dough was made as detailed in the dough process. The dough was allowed to rest for 1 hour. Additional water was added to make slurry, which was then sieved using a 150 mesh sieve (12).
1.3 Batter Process
In this process wheat flour slurry was made by combining 100 g wheat flour with 100 ml of water. The slurry was subjected to trough washing using a 150 mesh sieve (12).
1.4 Ethanol Washing Method
65ml of chilled water was added to 100 g wheat flour to make stiff dough. After incubating the dough at 0˚C for 1 hour, it was washed with 200 ml chilled ethanol at -6˚C for 10 minutes with a 150 mesh sieve.
Gluten obtained from all methods was further washed to remove any excess fiber. It was then dried in the glutomatic drier and weighed as dry gluten. The recovered starch obtained in all four processes was decanted and dried in an oven (Memmert NH 400) at 55° C for further analysis. All samples were covered during decantation to avoid contamination with the environmentally exposed gluten (13).
The dough-batter method proved to be the best since a high starch content and efficient gluten recovery was achieved (Table 5). The starch content obtained through this method had a low protein concentration and so this method was utilized for further experiments with 200 and 300 mesh size sieves. Since the protein content was lowest using a 200 mesh sieve it was preferred to use this mesh size in the chemical and microbiological methods.
- Chemical Method
100 g of wheat flour was taken and 975 ml of water was added to make a slurry. The pH was maintained at 10.5 for 1 hour with 25 ml of 1N NaOH. The pH was then neutralized with 50 ml of 0.5 N acetic acid and the slurry was then washed with 70% alcohol. Excessive repeated washings were then carried out with tap water and the starch slurry was sieved through a 200 mesh sieve. The collected starch was decanted and dried in an oven at 55˚C.
Microbiological Method
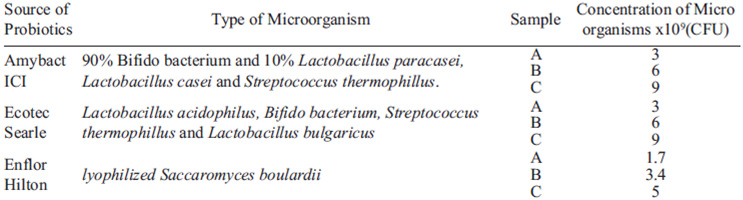
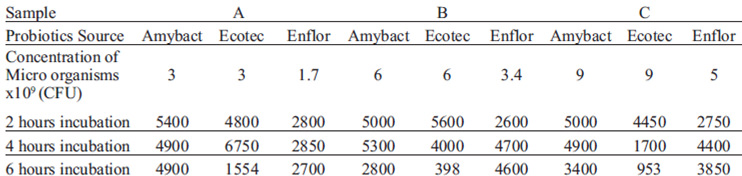
This method was adopted to investigate the effect of sourdough bacteria on gluten. A mixture of sourdough bacteria and yeast cultures (Table 1) were purchased from ICI, Searle and Hilton. Different probiotics were used to reduce the gluten content of wheat starch obtained by dough batter method using a 200 mesh sieve. The gluten content (in ppm) of starches after incubating with different concentrations of microorganism at varying time intervals has been summarized in Table 7. For each experiment 100g of wheat flour was taken to form starch slurry using the dough-batter method. The average starch yield was calculated to be 60% indicating each starch slurry contains an average of 60 g starch. The starch slurry remained uncovered during decanting to allow for possible environmental contamination for the potential action of the probiotics strains. Three arbitrary concentrations of probiotic strains, as mentioned in Table 1, were incubated for 2, 4, and 6 hours at 30˚C to allow for proteolytic action of probiotics, after which the samples were dried at 55˚C. The samples were then subjected to analysis through Sandwich ω-gliadin ELISA for the presence of gluten content.TABLE 1. Type and amount of probiotic strains
Gluten Estimation using ELISA
Gluten estimation was carried out by Sandwich ω-gliadin ELISA using Imutest Gluten Detection kit obtained from Imutest, Diagnostic Innovation Limited, UK. The principal of this technique is based on the method developed by Skerrit and Hill (14).
Samples obtained through dough batter method using 200 and 300 mesh sieves, chemical method and microbiological method were further analyzed for their gluten content. Extraction solution was made using ethanol, fish skin gelatin and polyvinyl-pyrrolidone. The extraction involved periodic shaking, for 45 minutes at 55˚C, followed by centrifugation. The extract was diluted at 1: 300 and gluten estimation was performed following the manufacturer’s instructions strictly. Six samples were repeated as recommended by the kit manufacturer to ensure the authenticity of the results and experiments.
Statistical Analysis
Descriptive statistics were calculated for all the parameters studied. One-way analysis of variance and multiple comparisons of means were made by Least Significant Difference (LSD) test using SPSS version 15.
Results
The proximate analyses (Table 2) and gluten Index (Table 3) were calculated for all six indigenous wheat varieties in order to select the most suitable variety for studying the gluten extraction efficiency by various methods. Wet gluten, dry gluten and gluten index ranged from 19.40 – 33.07, 7.01 – 11.23 and 72 -98 %, respectively (Table 3). The proximate analyses of wheat starch after gluten extraction from Fd-08 variety have been summarized in Table 4.
TABLE 2. Proximate analysis of indigenous wheat varieties (g/100g)
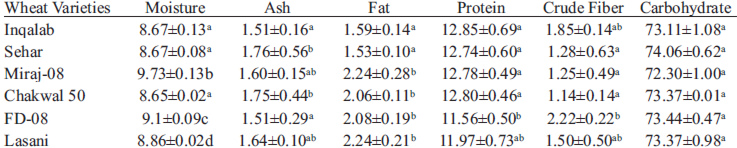
Mean ± SD values followed by different letter in a column are significantly different at p< 0.05
TABLE 3. Gluten Index (g/100g)
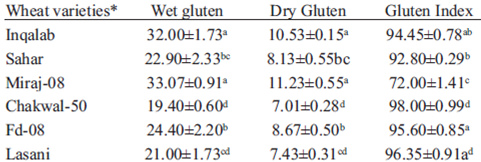
*Whole wheat flour
Mean ± SD values followed by different letter in a column are significantly different at p< 0.05
TABLE 4. Proximate analysis of wheat starch after gluten extraction from Fd-08 variety (g/100g)
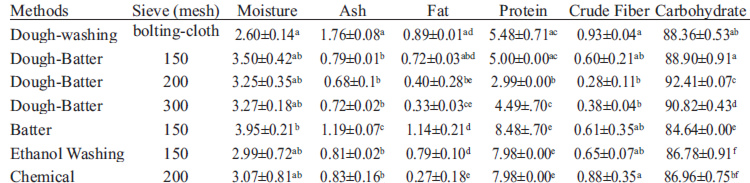
Mean±SD values followed by different letter in a column are significantly different at p< 0.05
Data in Table 5 demonstrated that maximum starch was recovered in the dough batter and batter process. There was no gluten recovery in the chemical method. Starch obtained through the dough–batter method (using 200 and 300 mesh) and chemical methods (Table 5) was analyzed for their gluten content using ELISA (Table 6). Gluten content of the chemically treated wheat starch was found to be more than 5000 ppm (Table 6).
TABLE 5: Starch and gluten recovery in Fd-08 using different methods of gluten extraction (g/100g)
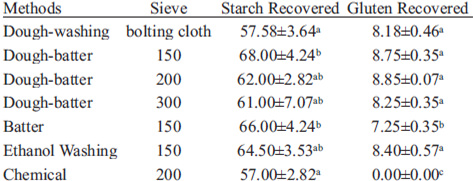
Mean±SD values followed by different letter in a column are significantly different at p< 0.05
TABLE 6: Gluten content in starches obtained through Dough-Batter and chemical methods
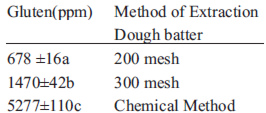
Mean±SD values followed by different letter in a column are significantly different at p< 0.05
TABLE 7. Gluten content (ppm) in starch slurry after incubating with different concentrations of microorganism at different time intervals
Discussion
The proximate composition of various varieties of wheat (Table 2) is in line with the data already reported (15). FD-08 was selected because of its high gluten strength as previous studies have shown that cultivars with a high degree of gluten aggregation results in high gluten yield and starch which is less contaminated with gluten (12). Moreover the abundant availability of this variety made it a suitable choice to use FD-08 for the assessment of gluten extraction efficiency by various methods.
The whole wheat flour (FD-08) was sieved to remove bran using a 60 mesh sieve. This resulted in a slight increase in protein (13.5± 0.71) and dry gluten percentage (9 ± 0.5). The percentage values of protein and dry gluten recovered were therefore slightly higher in the sieved flour as compared to non-sieved flour (Table 4-5).
Table 4 revealed that starch obtained through the dough washing method had significantly (p<0.05) higher content of ash. Fiber content was also high but the difference as compared with other methods, was not statistically significant. The highest value for fat and protein were noted in the case of the batter process. The difference, however, was not statistically significant. Since the recovery of protein was significantly lower (p< 0.05) in the dough-batter process than batter and ethanol washing methods, this method was repeated using 200 and 300 mesh sieves, in an attempt to further reduce the protein content in the starch thus obtained. It was observed that by using 200 mesh sieves for straining, minimum level of protein in starch could be attained. However, when starch was strained using a 300 mesh sieve the protein level was significantly (p<0.05) increased.
Van Der Borght et al (12), reported starch yield of 69 – 79% in the dough batter process and 68 – 77% in batter process. The starch yield in the present study was comparable to these findings. Maximum gluten was recovered in the dough batter process (98% of the total gluten). The difference with other methods, except for the batter method, was not significant. Gluten recovery in these methods was also consistent with previous results (12). They demonstrated that more gluten was recovered in the dough batter and dough washing as compared to the batter method. Gluten recovered in the ethanol washing method was weak and thus obtained in the form of small fragments. These findings are in line with those reported by Robertson and Cao (13). The probable explanation of weak gluten may be attributed to lowered stickiness due to the incorporation of ethanol.
ELISA results (Table 6) revealed that there was minimum level of gluten in dough batter process using 200 mesh sieve. It was noted that there was no significant reduction in the gluten content even after triplicate straining of the starch. An attempt was made to denature the gluten using alkali (NaOH) and acid (CH3COOH). Studies have reported that pH alteration could result in changes in gluten structure (16). Merril and Hunter (17) documented that toxic gluten fragments could be removed through acidification. It has further been postulated that alkaline conditions bring changes in the chemical structure of gluten possibly via deamidation (18). Gluten content of the chemically treated wheat starch was found to be more than 5000 ppm.
Environmental contamination with gluten was allowed to examine whether probiotics could be used to remove traces of contaminating and residual gluten from the wheat starch. This was done by performing the experiment under non strict controlled conditions, i.e. samples remained uncovered during decanting, which raised the gluten levels from 678 ±16 ppm to 2500±250 ppm. This also confirmed that even slight contamination of gluten from the atmosphere can elevate its levels. It may be postulated that wheat starch obtained through mechanical method alone has an ample probability of being contaminated.
After 2 hours incubation with Amybact all samples gave higher gluten values than the base line. These values were then reduced after 6 hours incubation for samples B and C. It was observed that the combination of probiotics (Ecotec) in sample B showed a similar elevation in gluten level after 2 hour incubation but the levels dropped after 4 and 6 hours incubation from more than 5000 ppm to less than 500 ppm.
The addition of Lactobacillus acidophilus in the second combination of microorganisms contributed towards a difference in the Ecotec sample. With the addition of third probiotc (Enflor) there was no significant difference in gluten levels for sample A, however in sample B and C gluten levels were elevated and 6 hour incubation with sample C reduced the gluten level slightly. It may be concluded that an increased concentration of this microorganism and a longer incubation time is required for gluten reduction.
The amount of initial peptides at the start of hydrolysis seem to be over estimated by the ELISA as reported in a study by Thompson and Méndez (19). This may be due to cross reactivity of various epitopes in the early hours of the hydrolytic reaction. However, as hydrolysis proceeded, a reduction in gluten level was observed. It was further suggested (19) that R5 competitive ELISA could be considered a better option for measuring hydrolyzed gluten but was considered unsuitable for measuring heated gluten. Since all samples in the present study were heated for drying, it was suggested that ω-gliadin sandwich ELISA was the best analysis method for gluten detection. The findings of the present study were consistent with previous studies which had reported hydrolysis of gluten by the action of sourdough bacterial and fungal proteases (10, 20).
Angelis et al (10) had reported hydrolysis of gluten by selected sourdough lactobacilli, in combination with fungal proteases after an incubation of 72 hours at 37°C. Di Cagno et al (20) had also reported increased levels of free amino acids in sourdoughs showing that hydrolysis of gluten takes place by the proteolytic action of sourdough bacteria. Removal of contaminating gluten from gluten free flours was also attempted by Di Cagno et al (21). They found that when 400 ppm gluten was added in gluten free flours as contaminating gluten, it was degraded to below 20 ppm in the sourdough gluten free bread fermented with selected strains of Lactobacillus for 18 hours.
Lindfors et al (22) had also demonstrated that live lactobacilli bacteria could offset the harmful effects exerted by celiac-toxic gliadin. It has been reported that certain lactobacilli in a sourdough culture acting on wheat flour for a 24-hour period achieved nearly complete digestion of the peptides (23). Bread made in the reported study was well tolerated by recovered celiac patients in a two day trial. In the present study, wheat starch containing traces of gluten was taken as an initial substrate so that a decreased concentration of the microorganisms and shorter incubation period was required. A combination of Lactobacillus acidophilus, Bifido bacterium, Streptococcus thermophillus and Lactobacillus bulgaricus was found to be most effective in reducing gluten content of wheat starch.
Conclusion and recommendations
In lieu of the foregoing research it may be concluded that in mechanical methods, the dough-batter method using a 200 mesh sieve was the most efficient in terms of starch production with decreased gluten content. However, it cannot be labeled as ‘gluten free’ as the gluten content was greater than 20 ppm. Secondly, chances of contamination while producing wheat starch were found to be immense. A combination of mechanical and microbial methods is promising. A longer fermentation time could be studied with the second combination of probiotics to achieve more favorable results.
References
- FAO Cereal Supply and Demand Brief. World food situation [on line] 2013. [Cited 2013 May 24]. Available from: http://www.fao.org/worldfoodsituation/wfshome/csdb/en/
- Randhawa MA, Anjum FM, Butt MS. Physico-chemical and milling properties of new spring wheats grown in Punjab and Sind for the production of pizza. Int. J. Agri. Biol 2002, 4(4): 482–484
- Donner E. Does Wheat starch have gluten? Internet health library [on line] 2011. [Cited 2013 May 24]. Available from: www.internethealthlibrary.com
- Barker JM, Liu E. Celiac Disease: Pathophysiology, clinical manifestations and associated autoimmune conditions. Adv Pediatr 2008, 55: 349–365.
- Green PHR, Cellier C. Celiac disease. N Engl J Med 2007, 357: 1731-1743.
- Murray JA. The widening spectrum of celiac disease. Am. J. Clin. Nutr 1999, 69(3): 354-365.
- Catassi C, Fabiani E, Iacono G, D’Agate, C, Francavilla R, Biagi F, et al. A prospective, double-blind, placebo-controlled trial to establish a safe gluten threshold for patients with celiac disease. Am. J. Clin. Nutr 2007, 85(1): 160-166.
- Adams S. Research Study on the Establishment of a Safe Gluten Threshold for Celiac Disease Patients [on line]. Celiac.com 2007. [Cited 2010 August 6]. Available from: http://www.celiac.com/articles/1095/1/Research-Study-on-the-Establishment-of-a-Safe-Gluten-Threshold-for-Celiac-Disease-Patients/Page1.html
- Alanen MA, Kerkkonen HK, Laine KMJ, Renner HV. Method of separating gluten from wheat flour. Tech. II 1976, 23:162. United States Patent 3651768.
- Angelis M, Cassone A, Rizzello CG, Gagliardi F, Minervini F, Calasso M, et al. Mechanism of degradation of immunogenic gluten epitopes from Triticum turgidum L. var. durum by sourdough lactobacilli and fungal proteases. Appl. Environ. Microbiol 2010, 76(2): 508-518.
- AOAC. 17th ed. Official Methods of Analysis (OMA) of Association of Official Analytical Chemists, 2005, USA, Virgina: Arlington.
- Van Der Borght A, Goesaert H, Veraverbek WS, Delcour JA. Fractionation of wheat and wheat flour into starch and gluten: over view of the main processes and the factors involved. J Cereal Sci 2005, 41: 221-237: Elsevier Ltd.
- Robertson GH, Cao T. Substitution of concentrated ethanol for water in laboratory washing fractionation of protein and starch from hydrated wheat flour. Cereal Chem. 1998,75(4): 508-513
- Skerritt JH, Hill AS. Enzyme immunoassay for determination of gluten in foods: collaborative study. J Assoc Off Anal Chem 1991, 74(2), 257-64.
- Hussain M, Hussain G, Akhtar HL, Tariq AH, Rafiq M, Aslam MZ, et al. New wheat variety “Fareed-06” for irrigated areas of Punjab, Pakistan. Pak. J. Bot 2010, 42(5): 3285-3297
- Bae AH, Cho DW, Hurh BS, Kim DE, Kim JH, Lee DH, et al. Method for producing corn gluten hydrolysate and corn gluten hydrolysate using the same EP 2288716 A2 2011, Sempio Foods Company [on line]. [Cited 2013 June 5]. Available from: http://www.google.com/patents/EP2288716A2?cl=en
- Merrill DA, Hunter E A. Method for producing a gluten-free peptide preparation and preparation thus obtained. 2004, US Patent 6692933 B2.
- Zhang X, Hoobin P, Burgar I, Do MD. pH effect on the mechanical performance and phase mobility of thermally processed wheat gluten-based natural polymer materials. Biomacromolecules 2006, 7(12):3466-73.
- Thompson T, Méndez E. Commercial assays to assess gluten content of gluten-free foods: why they are not created equal. J Am Diet Assoc 2008, 108(10): 1682-1687.
- Di Cagno R, De Angelis M, Lavermicocca, P, De Vincenzi M, Giovannini C, Faccia M, Gobbetti M. Proteolysis by sourdough lactic acid bacteria: effects on wheat flour protein fractions and gliadin peptides involved in human cereal intolerance. Appl. Environ. Microbiol 2002, 68:623-633.
- Di Cagno R, Rizzello CG, De Angelis M, Cassone A, Giuliani G, Benedusi A, et al. Use of selected sourdough strains of Lactobacillus for removing gluten and enhancing the nutritional properties of gluten-free bread. J Food Prot. 2008, 71(7):1491-5.
- Lindfors K, Blomqvist T, Juuti-Uusitalo K, Stenman S, Venäläinen J, Mäki M, et al. Live probiotic Bifidobacterium lactis bacteria inhibit the toxic effects induced by wheat gliadin in epithelial cell culture. Clin Exp Immunol 2008, 152(3): 552–558.
- Czapp K. Against the grain: The Case for Rejecting or Respecting the Staff of Life.The Weston A. Price Foundation for Wise Traditions in food, farming and the healing arts 2006. Cited 2010 July 21, Available from: http://www.westonaprice.org/modern-diseases/digestive-disorders/621-against-the-grain.html